
 产品:232
产品:232
 联系我们
联系我们

ABB机器人焊接应用智能寻位
声明:本媒体部分图片、文章来源于网络,
版权归原作者所有,如有侵权,请与我联系删除
声明:本媒体部分图片、文章来源于网络,
版权归原作者所有,如有侵权,请与我联系删除
智能寻位原理
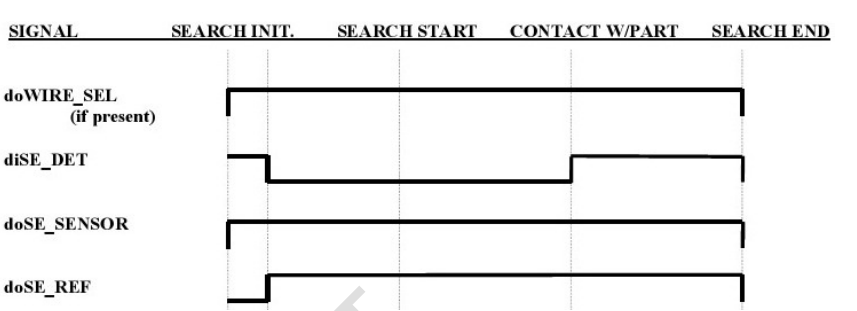
1. 在寻位模式下系统给喷嘴或焊丝通低压电,工件接地。在机器人沿寻位轨迹移动过程中,一旦喷嘴或焊丝和工件接触时会产生接触信号,机器人停止移动。利用当前位置与程序设定位置的偏差值对路径进行修正,从而得出真实目标置。
2.工件表面须没有铁锈、氧化层、油漆或其他绝缘的涂层3.寻位前必须进行清***和剪丝处理4.使用水冷焊***的时候,建议使用蒸馏水其他不导电的冷却液。不纯净的水(如含盐矿物水)会降低寻位的灵敏度或降低寻位电压。
2.工件表面须没有铁锈、氧化层、油漆或其他绝缘的涂层3.寻位前必须进行清***和剪丝处理4.使用水冷焊***的时候,建议使用蒸馏水其他不导电的冷却液。不纯净的水(如含盐矿物水)会降低寻位的灵敏度或降低寻位电压。
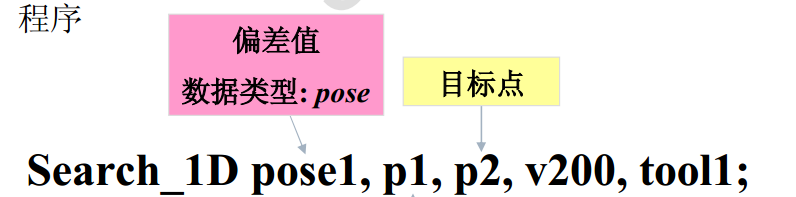
Search_1D指令o 执行以下指令,焊***按v200速度行走至p1,此时激活寻位功能给喷嘴或焊丝通电。然后焊***以寻位速度向p2方向行走至接触工件后停止,将当前位置与p2点的偏差值计入pose1。*后焊***返回p1点。1 【控制面板】-【配置】-主题【Proc】-【SmarTac Speeds】里可以设定寻位速度以及沟槽寻位的速度2 焊***会行走p1、p2距离的2倍长,如果还没有接触工件就报错3 利用单步执行本指令的方法准确修改P2点位置,然后再编焊接程序
SIERT内部文件
常用可选变量
1 SearchStop 数据类型:robtarget2 焊***接触工件后停止,此时的TCP数据记入给定的Robtarget3 PrePDisp 数据类型:pose4 预设偏移值,系统会将此数据与本次寻位得出的偏移值叠加,记入结果5 应用Search_1D pose1, p1, p2, v200, tool1;Search_1D pose1, p3, p4, v200, tool1PrePDisp:=pose1;PDispSet pose1;ArcLStart p5, v100, seam1, weld1, tool1;…ArcLEnd p10, v100, seam1, weld1, tool1;PDispOff;6 PDispSet和PDispOff指令之间的所有目标点按pose1进行修正。
沟槽寻位原理
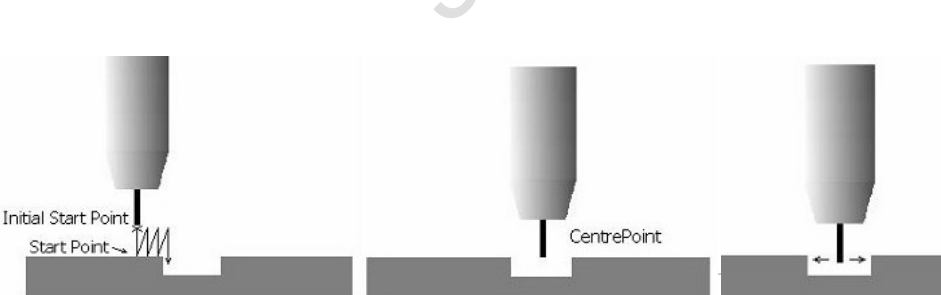
在智能寻位的基础上,焊***针对沟槽进行一系列运动,计算出沟槽实际位置及宽度与编程时的偏移值,以得到真实沟槽位置及尺寸。8 焊***在距离StartPoint(开始点)15mm高处开始向工件表面运动,接触工件后向CentrePoint(中心点)方向拉起再重复以上动作,直到进入沟槽后焊***在原始接触高度上将无法触到工件,视为进入沟槽。焊***再如图三箭头方式运动,测得沟槽中心偏移的实际宽度。
在智能寻位的基础上,焊***针对沟槽进行一系列运动,计算出沟槽实际位置及宽度与编程时的偏移值,以得到真实沟槽位置及尺寸。8 焊***在距离StartPoint(开始点)15mm高处开始向工件表面运动,接触工件后向CentrePoint(中心点)方向拉起再重复以上动作,直到进入沟槽后焊***在原始接触高度上将无法触到工件,视为进入沟槽。焊***再如图三箭头方式运动,测得沟槽中心偏移的实际宽度。
更多机器人咨询请点击:http://abbrobotics-repairs.gongboshi.com/